Zurück





5.990,00 € pro Stk Netto
DAS FUNKTIONSPRINZIP
Erläuterungen zu einem Teil unserer Anwendungsbilder
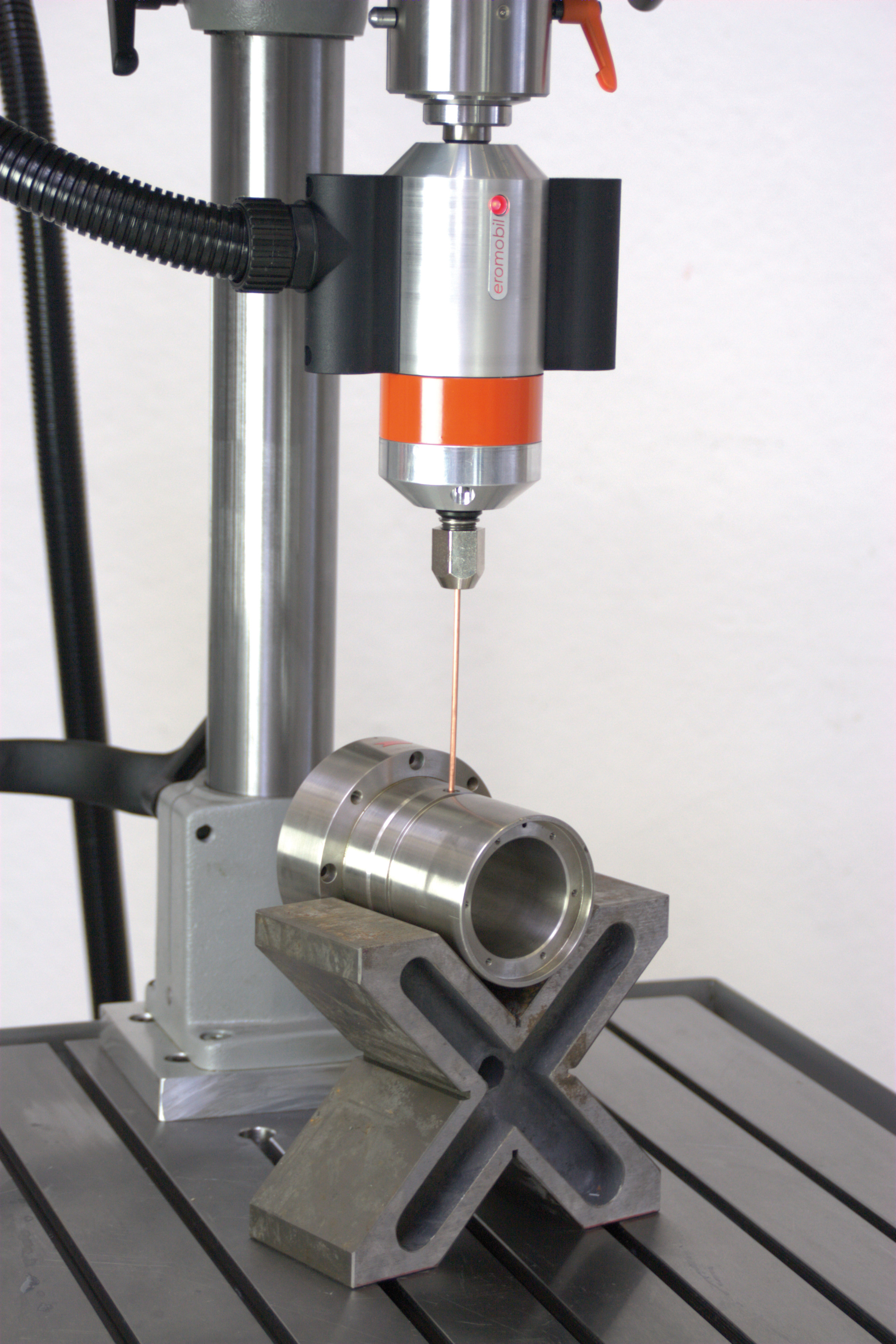
Bild 5: Erodieren mit automatischen Vorschub
Abbildungen können ggfs. abweichen
Metallerodierer Typ Eromobil er400t-ND
Artikelnummer: 83000001Inkl. Generator mit Zuleitungskabel 3,0 m mit Schuko-Anschlussstecker, Brenntrafo. Mit Ablagefach für Schwingkopf, Versorgungsschlauch und Massekabel. Rollwagen inkl. ausziehbarer Werkzeugschublade mit Innenfacheinteilung, Stellfläche für Kühlmittelpumpe und Behälter, auf Leichtlaufrollen mit Feststeller. Kühlmittelbehälter mit zwei Kammern für Zu- und Rücklauf, Schwingkopf mit Zylinderschaft-Aufnahme Ø 12,0 mm, Versorgungsschlauch ca. 2,0 m für Energie und Kühlmittel, von Generator zum Schwingkopf komplett. Massekabel 3,0 m mit Schnellkupplung und Werkstückklemme komplett, Kühlmittelpumpe 400V Wechselstrom, 50 Hz, mit 2,0 m Ansaug- und 2,0 m Druckschlauch, Gabelschlüssel SW 19,0 m, Gabelschlüssel SW 24,0 mm, Spritzschutzbeutel.
Hohlelektroden zum Erodieren und Spannzangen müssen bedarfsgerecht dazu bestellt werden.
Spannzangen sind lieferbar von Ø 1,0 mm-10,0 mm.
Anschluss: Drehstrom 400 V, 50 HzHohlelektroden zum Erodieren und Spannzangen müssen bedarfsgerecht dazu bestellt werden.
Spannzangen sind lieferbar von Ø 1,0 mm-10,0 mm.
Stromaufnahme: 16 A
Leistung: 6,0 kVA
Gewinde: M 2 bis ca. M 40
Gewicht: 135,0 kg
5.990,00 € pro Stk Netto
7.128,10 €
pro Stk Brutto
Lieferzeit auf Anfrage
Spannzangenabstufung 0,5 mm. Die stationäre Radial-Erodiereinheit gibt es mit manuellem und automatischen Vorschub. Diese sind auf Anfrage auch lieferbar.
DAS FUNKTIONSPRINZIP
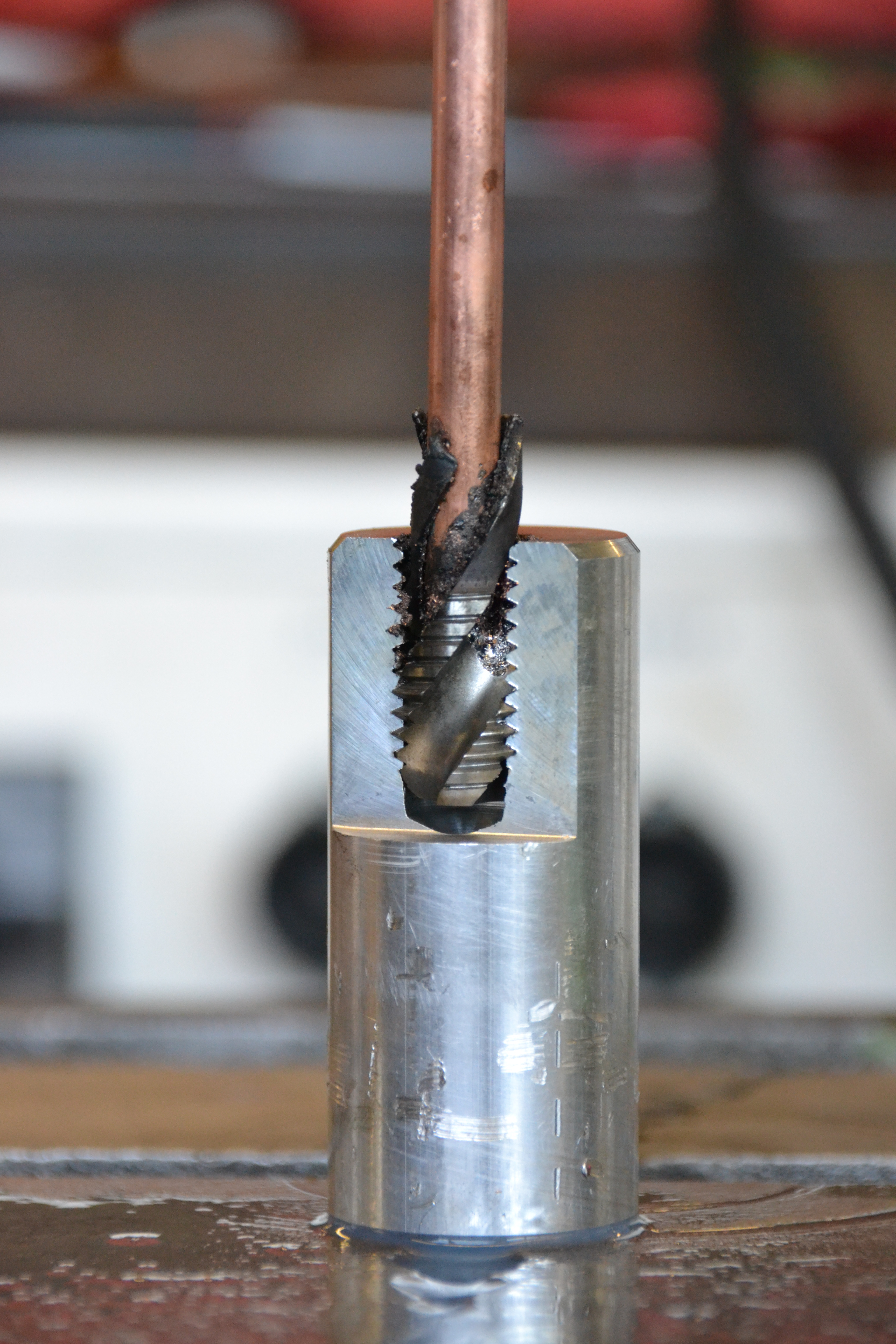
In den Schwingkopf wird die Kupfer-Hohlelektrode eingespannt. Diese ist im Durchmesser kleiner als das abgebrochene Werkzeug. Beim Erodieren wird das Kernstück des abgebrochenen Werkzeugs abgebaut. Dabei lösen sich die Schneiden und können leicht entfernt werden. Mit dem Werkstück kommt die Elektrode nicht in Berührung, dadurch bleibt das Gewinde unbeschädigt. Als Kühlflüssigkeit wird die im Betrieb übliche Bohremulsion verwendet.
Erläuterungen zu einem Teil unserer Anwendungsbilder
Bild 5: Erodieren mit automatischen Vorschub
Bild 6: Erodieren von großen Werkstücken auf dem hitneren Tisch der stationären Radial-Erodiereinheit
Bild 7: Horizontales ERodieren an einer CNC-Drehmaschine. Die Vorschubregelung erfolgt manuell über das Handrad
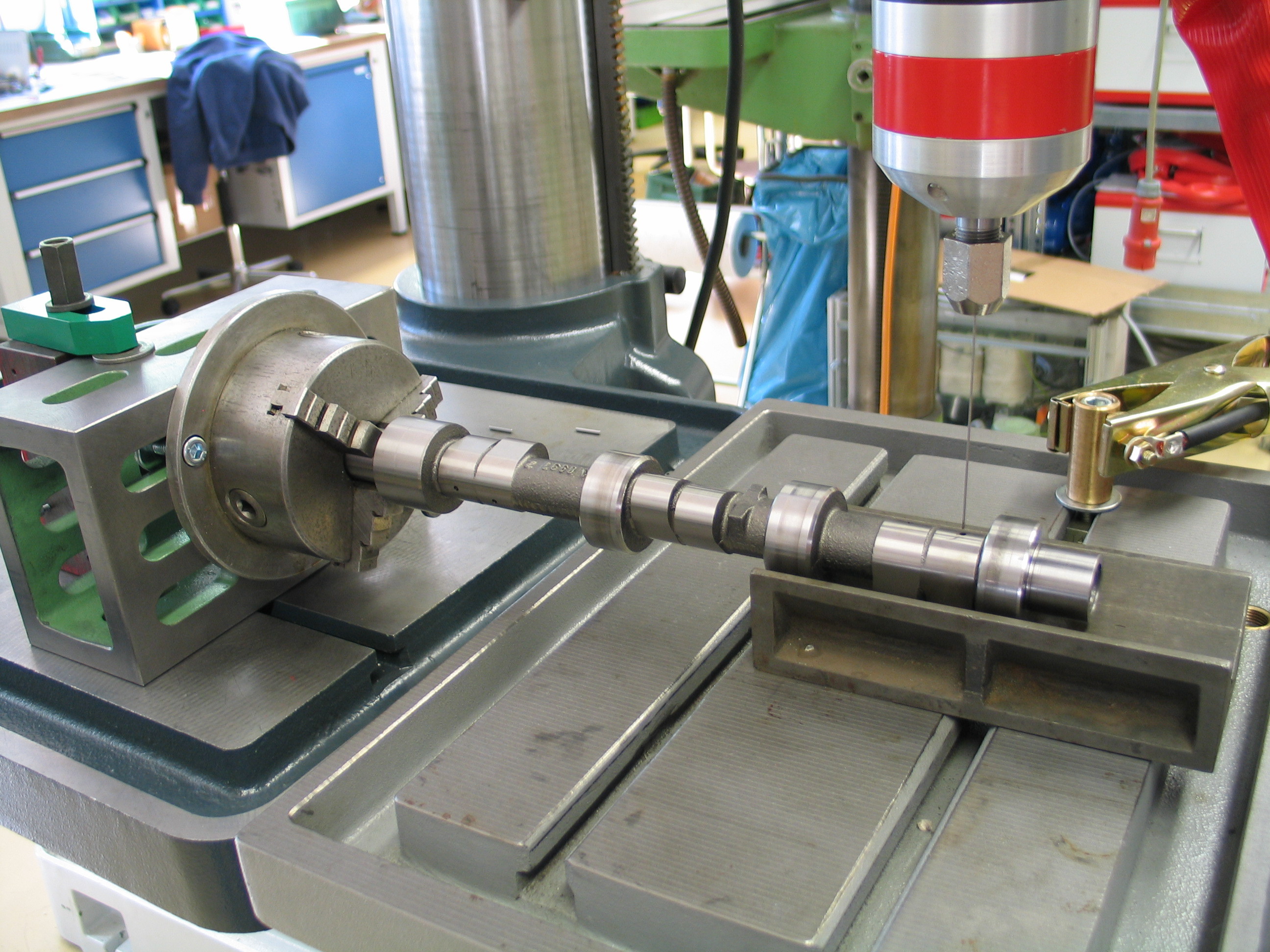
Bild 8: Erodieren einer Nockenwelle. Anstelle des Bohrers wird der Schwingkopf des Erodiergerätes in die Maschine eingespannt
Bild 9: Erodieren in jeder Winkellage bzw. von großen Bauteilen
Bild 10: Stationäre Radial-Erodiereinheit mit manuellem Vorschub
Bild 11: Stationäre Radial-Erodiereinheit mit automatischem Vorschub
Bild 12: Erodieren von schrägen Bohrungen
Bild 7: Horizontales ERodieren an einer CNC-Drehmaschine. Die Vorschubregelung erfolgt manuell über das Handrad
Bild 8: Erodieren einer Nockenwelle. Anstelle des Bohrers wird der Schwingkopf des Erodiergerätes in die Maschine eingespannt
Bild 9: Erodieren in jeder Winkellage bzw. von großen Bauteilen
Bild 10: Stationäre Radial-Erodiereinheit mit manuellem Vorschub
Bild 11: Stationäre Radial-Erodiereinheit mit automatischem Vorschub
Bild 12: Erodieren von schrägen Bohrungen
Weitere Erläuterungen finden Sie in unserem PDF Metallerodierer.
Zusatzartikel




Downloads


Alle Änderungen, sowie Irrtümer bei Beschreibungen und Preisen behalten wir uns vor.